Die Field Services von Carl Baguhn kommen seit Jahrzehnten weltweit zum Einsatz. Ob Europa, Afrika, Asien, Australien, Nord- oder Südamerika – für die Einsatzteams von Carl Baguhn ist kein Weg zu weit. 365 Tage im Jahr nutzen Unternehmen aus unterschiedlichsten Branchen die mobilen Services aus Hamburg: Fähren, Kreuzfahrtschiffe, Container, Tanker, Bulker, Marine, Reefer, Oil Rig, Oil Fabrication Vessel, Fish Trawler, Powerstation auf See und an Land, Raffinerien, Papier-, Fisch- und Dosenfabriken sowie die Offshoreindustrie (für die die Monteure von Carl Baguhn entsprechende Sicherheitslehrgänge absolviert haben).
Das weltweit bekannte transportable »B 204 Werkzeug« von Carl Baguhn kommt auch beim Bohren von Nockenwellengassen zum Einsatz. Es wird bei Ihnen vor Ort mit spezifischen Adaptern installiert und im Handumdrehen ausgerichtet.
Bei Ausbrüchen und Riefen in der Stößelbohrungsführung können mittels Reparaturbuchsen die Standarddurchmesser wiederhergestellt werden. Dafür wird das Werkzeug von Carl Baguhn über die Stehbolzen und eine Ersatznockenwelle ausgerichtet. Anschließend wird der Block aufgebohrt und die vorgefertigten Reparaturbuchsen aus identischem Material werden eingesetzt und gesichert.
Carl Baguhn fertigt passende Auflagen für Zylinderlaufbuchsen. Wasser- und Gasleckagen können durch einfaches Schleifen bzw. Plandrehen behoben werden. Dafür wird eine motorspezifische Adapterplatte über die Stehbolzen montiert und der Werkzeugaufsatz von Carl Baguhn an den bestehenden Auflageflächen ausgerichtet. Anschließend wird die Fläche je nach Tiefe der Leckage geschliffen oder abgedreht. Sollten oberer oder unterer Einpass zu stark korrodiert sein, kann das Kurbelgehäuse auch auf Übermaß aufgebohrt und mit Stickstoff vorgefertigte Reparaturbuchsen eingesetzt werden.
Honen schont Ressourcen und spart Betriebskosten. Beim Honen werden über den Stehbolzen passende Rohre aufgebaut, die als Galgen für den pneumatischen Hubzug und die Honmaschine dienen. Ein variabler 8-Arm-Honkorb hont die Ovalität effizient aus der Laufbuchse heraus. Durch verschiedenste Buchsenmaterialien und Nachbehandlungen sind die Honsteine von feinkörnig über grobkörnig bis hin zum diamantbeschichtet verfügbar. In einem Auffangbehälter an der Laufbuchsenunterseite wird die Honflüssigkeit aufgefangen und wieder nach oben gepumpt. Während des Vorgangs werden Durchmesser und Rauigkeit der Zweitakt- oder Viertakt-Laufbuchsen stetig überprüft.
Innerhalb eines Hafenaufenthaltes wird der Verschleiß von Laufbuchsen der Hauptmaschine gemessen sowie der Istzustand protokolliert. Das Messgerät wird durch die Spülluftschlitze installiert, wodurch eine aufwendige Demontage der Zylinderköpfe entfällt. Diese Ergebnisse werden jetzt vermehrt von Klassifikationsgesellschaften, Versicherungen und Banken gefordert.
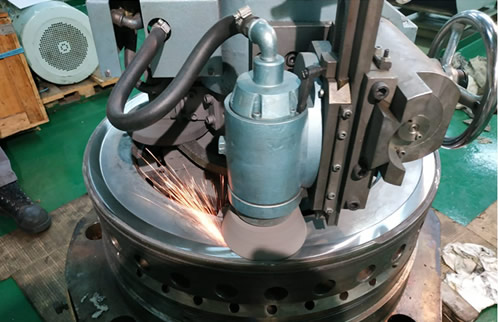
Beim Kurbelwellenflanschen braucht die Kurbelwelle nicht ausgebaut zu werden. Per Adapterplatte wird unsere transportable Schleifmaschine an den Flansch aufgebaut und mittels Messuhr ausgerichtet. Mit einer diamantbeschichteten Scheibe wird die Flanschfläche aufgearbeitet.
Härte ist der mechanische Widerstand, den ein Werkstoff der mechanischen Eindringung eines anderen Körpers entgegensetzt. Je nach der Art der Einwirkung unterscheidet man verschiedene Arten von Härte. Die Messverfahren unterscheiden sich je nach Prüfkörper. Bei Brinell und Rockwell kommt eine Stahlkugel zum Einsatz, bei Vickers eine Diamantpyramide. Unsere Härtetestgeräte können im Gepäck transportiert werden und sind in der Lage, die Härte zerstörungsfrei zu prüfen.
Die zertifizierten Mitarbeiter und das flugfähige Prüfmaterial von Carl Baguhn können Rissprüfungen direkt bei Ihnen vor Ort vornehmen. Dabei kommen zwei Verfahren zur Anwendung:
Beim Magnaflux-Verfahren nutzt Carl Baguhn ein flugfähiges Eisenoxidpulver, das vor Ort mit Wasser/Öl gemischt wird. Nun wird das Werkstück teilweise magnetisiert, wodurch Feldlinien entstehen. Anschließend wird das Eisenoxidgemisch über das magnetisierte Streufeld verteilt und mittels UV-Licht seine Ansammlung in den Rissen sichtbar gemacht.
Beim Farbeindringverfahren wird auf die vorgereinigte Oberfläche ein rotes Eindringmittel aufgebracht, das so lange einwirkt, bis ein möglicher Riss gefüllt ist. Anschließend wird die Oberfläche zwischengereinigt und eine weiße kreideähnliche Schicht aufgetragen. Diese Schicht entzieht dem Riss die rote Farbe und macht ihn dadurch sichtbar.
Downloaden Sie hier unseren Field Service-Flyer:




GERMANY
Carl Baguhn GmbH & Co. KG
Wendenstraße 252-254
20537 Hamburg, Germany
PHONE
+49 40 251550
Fax: +49 40 25155150
Interessiert an einer Zusammenarbeit mit uns?
info@carlbaguhn.de
Sehr geehrte Kunden, wir möchten Sie darüber informieren, dass unser Geschäft am 17. Mai 2024 ab 10:30 Uhr geschlossen ist.